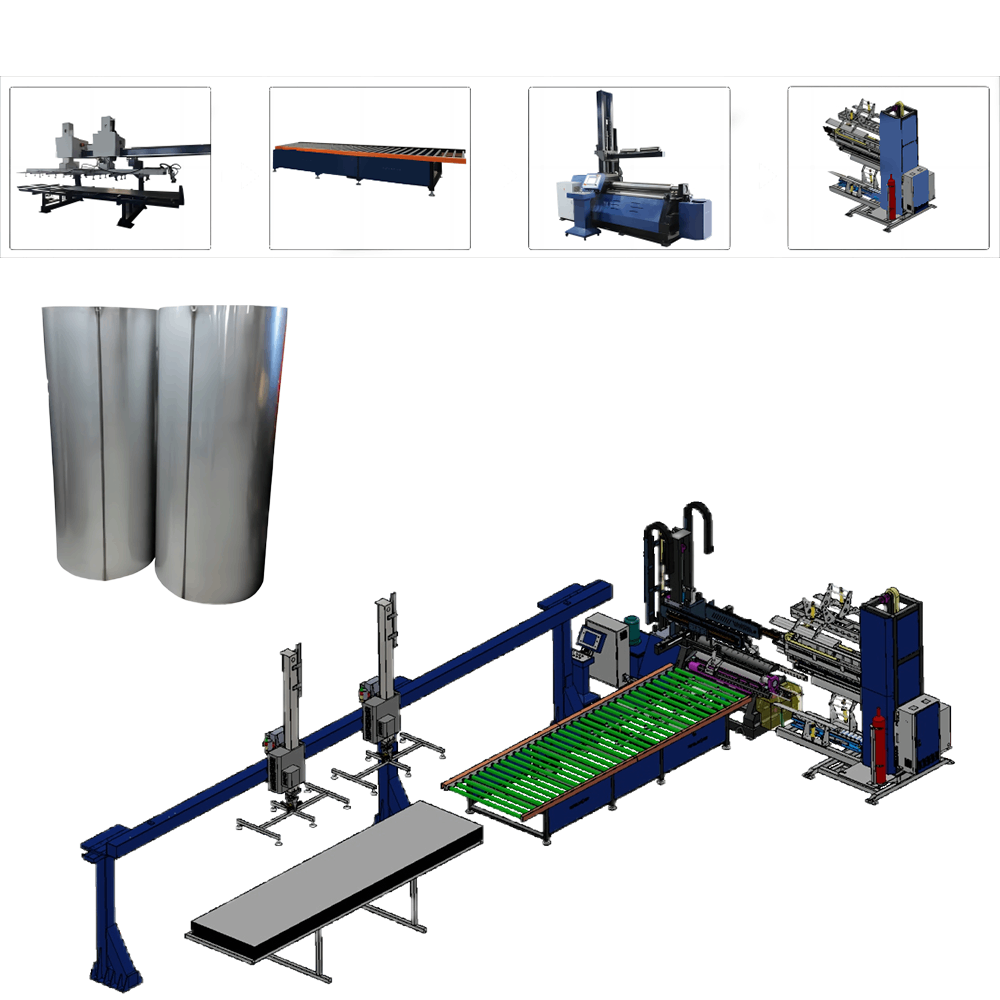
Индивидуальные 5-осевые прокатные станки для осевых вентиляторо
CNC прокатные станки для вентиляторов – Преимущество машины
- √ Цифровое управление
- √ ПЛК Siemens
- √ 5-осевой полностью гидравлический привод осевых вентиляторов прокатных станков
- √ Система самосмазывания
- √ Механизм опрокидывания
- √ Разгрузочное устройство
- √ Простая эксплуатация, стабильная работа, высокая эффективность
- √Возможность поддержки осевых вентиляторов потока производственной линии
Основные прокатные станки для промышленных вентиляторов:
CNC прядильная машина, CNC отбортовка машина, автоматическая прокатная машина, автоматическая машина для сварки швов, крыльчатка робот сварочный аппарат, центробежный вентилятор корпус сварочный аппарат, воздушный канал производственной линии…
Компания Altron предоставляет технические услуги и индивидуальные решения для производителей промышленных вентиляторов; она может предоставить услуги “под ключ” для осевых вентиляторов, центробежных вентиляторов, вентиляторов смешанного потока, металлообрабатывающих, автоматизированных сварочных и прокатных машин.
иллюстрация прокатного станка

видео о большой специальной прокатной машине и машине для сварки швов
Прокатный станок Обзор темы

1-1. Обзор главного корпуса
Прокатный станок имеет цифровое управление, пять осей и полный гидравлический привод. Вся машина имеет передовую структуру, превосходную производительность и высокую эффективность. Листопрокатный станок с ЧПУ Altron
1.2 Особенности:
- Боковой ролик движется линейно для повышения стабильности работы. Данный листопрокатный станок с ЧПУ подходит для следующих пользователей.
- Абсолютные энкодеры используются с обеих сторон прижимного ролика для контроля синхронизации.
1-3 Преимуществолистопрокатного станка :
- Первые пользователи листопрокатного станка, потому что это простой в эксплуатации листопрокатный станок
- Отсутствие контроля со стороны оператора требует более высокой производительности
- Требуется высокая точность и улучшенное качество
- Надеется, что будет всего один или два оператора, сокращение расходов на оплату труда
- Из-за большого размера доски, большого объема производства или по соображениям безопасности требуются устройства подачи, устройства приема материала и т.д.
1-4 Особенности прокатного станка
1. Полностью гидравлический привод, высокая эффективность и экономия энергии (мощность привода эквивалентна примерно 55% от традиционной), работа прокатки быстрее, чем у трехвалковых и других типов валков. Триггеры относительно безопасны и надежны.
2. Технология постоянной смазки (не требует дозаправки в течение срока службы подшипника)
3. Он может прокатывать цилиндр с минимальным диаметром, примерно в 1,25 раза превышающим диаметр верхнего ролика. Когда конец прокатанного листа предварительно согнут, длина прямой кромки больше, чем у других типов. Листогибочный станок должен быть небольшим.
4. Зажимное давление регулируется и не проскальзывает. Сила зажима между верхним и нижним роликами на листе может быть отрегулирована для различных толщин через клапан регулировки давления гидравлической станции. Соответствующее необходимое давление при прокатке листа различной толщины и ширины.

Принцип работы прокатного станка

3.Основные технические параметры
| серийный номер | тип | название | Технические характеристики |
| 1 | Технические характеристики и модели | JHJ-1508 листопрокатный станок с ЧПУ | |
| Длина ролика | Не короче 1500 мм | ||
| Диаметр верхнего ролика | 190 мм | ||
| Диаметр нижнего ролика | 170 мм | ||
| Диаметр бокового ролика | 160 мм | ||
| Минимальный диаметр, которого может достичь углеродистая сталь | 210 мм | ||
| Максимальный диаметр, который может быть достигнут | Очень большой (примечание: очень большой относится к диаметру 4000 мм) | ||
| Материал ролика | Проверенная и испытанная термообработанная высокопрочная кованая сталь | ||
| Термообработка роликов | HRC42-50 | ||
| 3 | привод | приводной ролик | верхний ролик |
| Система привода | 1 независимый гидравлический мотор + планетарный редуктор с прямым сцеплением роликов | ||
| Максимальная скорость прокатки | Около 5 м/мин | ||
| Скорость компенсации циркумференции | Автоматическая гидравлическая система компенсации практически не теряет энергии | ||
| 4 | Требования к прокату | Q235 углеродистая сталь максимальная толщина прокатанного листа | 8 мм |
| Максимальная толщина листового проката из нержавеющей стали серии 3 | 5,8 мм | ||
| Предел текучести плиты | os≤245 МПа | ||
| Оптимальная длина оставшейся прямой кромки | ≤1,5-кратная толщина листа | ||
| Максимальная толщина предварительно согнутого листа Q235 при полной нагрузке | 6 мм | ||
| Максимальная толщина предварительно согнутого листа из нержавеющей стали серии 3 при полной нагрузке | 4,8 мм | ||
| 5 | электрический | мощность оборудования | около 4.5KW |
| Заводское электропитание | 380 вольт, 3 фазы, 50 Гц | ||
| 6 | Компенсация прогиба ролика | верхний ролик | Тип роликового барабана компенсирует прогиб |
| Нижний ролик | нет | ||
| Боковой ролик | нет |
4.Знакомство с преимуществами эффективного прокатного оборудования
- Лист подается горизонтально – в отличие от трехвалковых и других типов листопрокатных машин, которые подаются под углом.
- Использование боковых роликов для быстрого выравнивания листа (r исключает риск перекоса)
- Занимает место только на стороне загрузки
- Край прямолинейного участка значительно уменьшен (благодаря исключительной способности к предварительному изгибу, точка зажима приходится на край листа)
- Оборудование, которое легко прокатывать. Каждому боковому ролику требуется только одно положение для придания формы.
- Весь процесс формируется за один шаг (при условии, что возможности оборудования соответствуют), включаяпредварительную гибку головки листа.
- Пост-гибка листов подходит для высокоэффективного автоматического производства валков

Введение в преимущества эффективного прокатного станка с ЧПУ
5.Техническое описание базовой структуры оборудования
Обзор структуры
Положение верхнего ролика этой машины фиксировано, а нижний и боковой ролик могут перемещаться вверх и вниз. Вращение рабочего валика осуществляется с помощью гидравлического привода. Нижний и боковой валики перемещаются вверх и вниз с помощью параллельных масляных цилиндров на обоих концах. Перекидной кронштейн на разгрузочном конце верхнего ролика может быть перевернут, сброс осуществляется масляным цилиндром. Корпус подшипника каждого ролика и масляный цилиндр установлены в раме на левом и правом концах.
По сравнению с симметричной трехвалковой листогибочной машиной, эта листогибочная машина может непосредственно предварительно согнуть конец листа без помощи других форм оборудования, а оставшийся прямой край меньше. По сравнению с асимметричной трехвалковой листогибочной машиной, она может Пластина разворачивается и сворачивается в заготовку, что не только повышает эффективность и обеспечивает качество заготовки, но и имеет простой процесс и удобна в эксплуатации.
Этот листогибочный станок состоит из рабочих роликов (один верхний ролик, один нижний ролик, два боковых ролика), рамы (одна высокая рама, одна низкая рама, одна часть опрокидывающейся опоры), основания, гидравлического передаточного устройства, гидравлической насосной станции и главного двигателя, состоящего из семи масляных цилиндров (четыре цилиндра перемещения боковых роликов, два цилиндра подъема нижних роликов и один цилиндр поворота головы), устройства разгрузки, группы электромагнитных клапанов и электронной системы управления CNC.
Главный привод (вращение рабочего валка):
ведущий валок приводит в движение гидравлическое передаточное устройство (включая планетарный редуктор, гидромотор, балансировочный клапан и т.д.) через гидравлическую насосную станцию для приведения рабочего валка во вращение. Нижний конец вала ролика оснащен датчиком кодирования вращения, который может обеспечить точное вращение ролика. Установка позиционирования, контроль позиционирования длины дуги катушки и фиксация положения верхнего ролика
") ") |
") |
Подъем и опускание нижнего ролика осуществляется двумя масляными цилиндрами, способствующими подъему и опусканию балансировочного стержня. Подъем и опускание роликов с обеих сторон контролируются двумя масляными цилиндрами соответственно. Каждый масляный цилиндр контролируется датчиком перемещения, и оба они синхронизированы.
Поворот и сброс верхней головки ролика осуществляется масляным цилиндром, что делает разгрузку более удобной.
Прокатный станок Основные компоненты
Рабочий валок:
") |
") |
") |
Рабочий валок является основной рабочей частью машины. Верхний рабочий валок изготовлен из 42CrMo, ковка. Он закален после грубой механической обработки и имеет твердость HB270~300.
Процесс обработки валков следующий:
ковка→ термообработка после ковки→ сквозное точение→ закалка и отпуск→ чистовое точение→ обработка поверхностной закалкой.
Рама:
Есть одна высокая и одна короткая рама. Это основной корпус листопрокатного станка. Он изготовлен из стальных пластин, сваренных и тонко обработанных для снятия сварочного напряжения. Нижний роликовый подшипник подъемного ползуна обрабатывается в середине рамы. Две стороны рамы оснащены боковыми роликовыми подшипниками, а боковые роликовые подшипники и масляный цилиндр бокового ролика интегрированы для подъема и перемещения. Рама, масляный цилиндр, рабочий ролик и т.д. установлены на общем сварном основании.
Она имеет общую сварную конструкцию и подвергается послесварочному термическому старению с отжигом для снижения внутренних напряжений. Рама является основным несущим компонентом машины. Она спроектирована с достаточной прочностью и жесткостью и дополнительно укрепляется в соответствии с технологическими характеристиками для обеспечения потребностей листопрокатного производства. Рама сварной конструкции обрабатывается на станках с ЧПУ для обеспечения ее точности.
Процесс обработки рамы: Дробеструйная обработка стальных листов → Резка и заготовка с ЧПУ → Обработка фаски каждой детали в форме листа → Сварка → Общий отжиг →
Расточная обработка с ЧПУ.
") |
") |
Схема левого и правого стеллажей
Разгрузочное устройство:
Устанавливается на передаточной стороне верхнего вала и состоит из системы тяги вниз. Он используется для балансировки верхнего ролика во время разгрузки.
Механизм переворачивания:
Устанавливается на боковой стороне инвертирующей головки и служит для переворачивания и восстановления инвертирующей головки. Выполняется цилиндром инвертирующей головки.
Основание из швеллерной стали:
Она изготавливается путем сварки швеллерной стали и стального листа и обрабатывается после снятия сварочного напряжения. Рама, цилиндр и клапанная группа устанавливаются на него, образуя единое целое.
Гидравлическая система:
Она состоит из гидравлической насосной станции, блока каналов, дроссельного клапана, обратного клапана гидравлического управления, электромагнитного реверсивного клапана, масляного цилиндра, гидравлического передаточного устройства и трубопровода.
Гидравлическая система полностью обеспечивается профессиональным производителем. Система и цилиндр рассчитаны на номинальное давление 20 МПа или выше, но фактически используемое давление ниже 18 МПа. В дополнение к фактору безопасности имеется запас, а использование высококачественных уплотнительных колец гарантирует, что гидравлическая система может быть гарантирована Утечка масла в масляных цилиндрах встречается редко.
Гидравлическая система состоит из насосов высокого давления, клапанных групп, жидкостных соединителей, вспомогательных гидравлических деталей и т. д.
Система состоит из трех контуров: контур защиты от избыточного давления и регулирования давления, контур синхронизации и контур скорости.
Конструкция системы разумна и надежна, в ней используются гидравлические компоненты с гарантированным качеством. Основные гидравлические клапаны и вспомогательные гидравлические детали – все это высококачественная продукция бренда. Схема трубопровода разумна, проста, красива, удобна в обслуживании и отладке.
Вся гидравлическая система редко протекает при нормальных условиях работы, а подъем и опускание роликов с обеих сторон и нижнего ролика имеют высокую точность синхронизации.
Система микроконтроля
Структурный состав
В электрической системе используется цветной сенсорный дисплей Siemens, интеллектуальный ПЛК Siemens и соответствующие модули ввода, вывода и хранения данных. Эта конфигурация была проверена в ходе длительного использования различными пользователями: она обладает такими преимуществами, как способность противостоять помехам, длительный срок службы, сейсмостойкость и стабильная работа.
В датчике используется высокоточный датчик абсолютного смещения для обеспечения точности позиционирования и контроля положения каждого ролика. Отклонение данных не произойдет даже в случае отключения электроэнергии. Все основные компоненты высоковольтной части – это продукция известных компаний, обладающая такими характеристиками, как длительный срок службы и длительное время безотказной работы.
Применяя передовую и сложную систему электронной балансировки EPS (как показано ниже), имеется система электронной балансировки EPS, которая выполняет синхронное движение через 3 комплекта гидравлических цилиндров. Центральный контроллер Siemens PLC обеспечивает идеальную параллельность рабочих валов при любой нагрузке на рулон. Минимальная погрешность обрезки EPS составляет примерно ±0,2 мм.

Функции системы управления
-
Автоматическое управление синхронным движением рабочих валков
- Управление синхронным подъемом и опусканием нижнего валка, наилучшая точность синхронизации составляет ±0,2 мм
- Управление синхронным подъемом и опусканием роликов с обеих сторон, наилучшая точность синхронизации ±0,2 мм
-
Отображение различных данных в реальном времени и информации о прокатных листах
- Абсолютное положение обоих концов нижнего валка отображается в режиме реального времени
- Абсолютное положение обоих концов бокового ролика отображается в реальном времени
- Величина наклона обоих концов нижнего ролика отображается в реальном времени
Отображение в реальном времени величины наклона обоих концов бокового валика
- Система управления предоставляет аварийную информацию для облегчения эксплуатации и обслуживания.
Прокатный станок Каждое действие станка


Прокатный станок Автоматическое управление
Автоматический выбор

Откройте параметры настройки материала правого валка (например, параметры настройки материала левого валка и откройте параметры настройки материала левого валка)



Смазкапрокатных станков
Разумная смазка различных деталей трансмиссии и поверхностей скольжения станка является эффективной мерой для снижения энергопотребления и продления срока службы станка. Поэтому необходимо выбрать подходящую смазку и создать необходимую систему смазки.
Способ смазки
- В соответствии с условиями работы станка применяется смазка в коробках и регулярная смазка при заправке.
- Самоустанавливающиеся роликовые подшипники Wafangdian используются в шейках верхнего, нижнего и бокового роликов. Нанесите достаточное количество смазки при сборке и крупном и среднем ремонте. При нормальной эксплуатации добавлять смазку не требуется. Каждая скользящая направляющая поверхность регулярно смазывается с помощью масляных чашек.
Выбор смазочного масла
Для самоустанавливающихся роликовых подшипников каждого ролика рекомендуется использовать литиевую смазку M0S2 № 1. Если вместо нее используются другие типы смазки, необходимо применять смазку с температурой каплепадения не ниже 160 градусов и проникающей способностью в диапазоне 325~360.
Система смазки и меры предосторожности
- Перед каждой сменой необходимо добавлять масло в каждую точку смазки и проверять уровень смазочного масла в редукторе.
- Рекомендуется очищать систему смазки машины не реже одного раза в год.
- Если машина долгое время работает с полной нагрузкой, ее следует очищать раз в шесть месяцев.
Конфигурация основных стандартных деталей
| название | содержание | ||
| Подшипник | тип | Тяжелые роликовые двухрядные самоустанавливающиеся подшипники | |
| Производитель | Вафаньдяньский подшипниковый завод | ||
| Рабочий вал | Материал верхнего рабочего валка | Вторичная дефектоскопия, 42CrMo | |
| твердость | HB260-300/HRC42-50 | ||
| Производитель | Jiangsu Huaxiang Special Steel, Nanjing Steel | ||
| Шасси и боковые рамы | Обработанные материалы | Q235A | |
| Методы обработки | Сварные конструктивные детали, обработка отжигом, обработка на расточных и фрезерных станках с ЧПУ | ||
| Производитель | АЛЬТРОН | ||
| гидравлический мотор | Производитель | Чжэцзян Джаст | |
| электродвигатель | Тип | Y тип | |
| Производитель | Цзянсу Тонгдэ | ||
| Гидравлическая система | Гидравлический насос | Тип | шестерёнчатый насос |
| производственный завод | Хэфэйский завод гидравлических деталей | ||
| клапан | производственный завод | Юци Юкен/Шанхай Джинхай | |
| главный цилиндр | Цилиндр и шток поршня | Сталь 45, закаленная и отпущенная HB217-255. | |
| Производитель | Цзянсу Оп | ||
| Уплотнение главного цилиндра | Тип UN | ||
| Производитель | Тайвань Dingji и др. | ||
| Основные электрические компонентыСистема ЧПУ | сенсорный экран | SIEMENSГермания Siemens | |
| Программируемый контроллер PLC | SIEMENSГермания Siemens | ||
| Программное обеспечение для расчета ЧПУ | SIEMENSГермания Siemens | ||