Отредактировано: Инженер Джоби
Отредактировано: Инженер Джоби
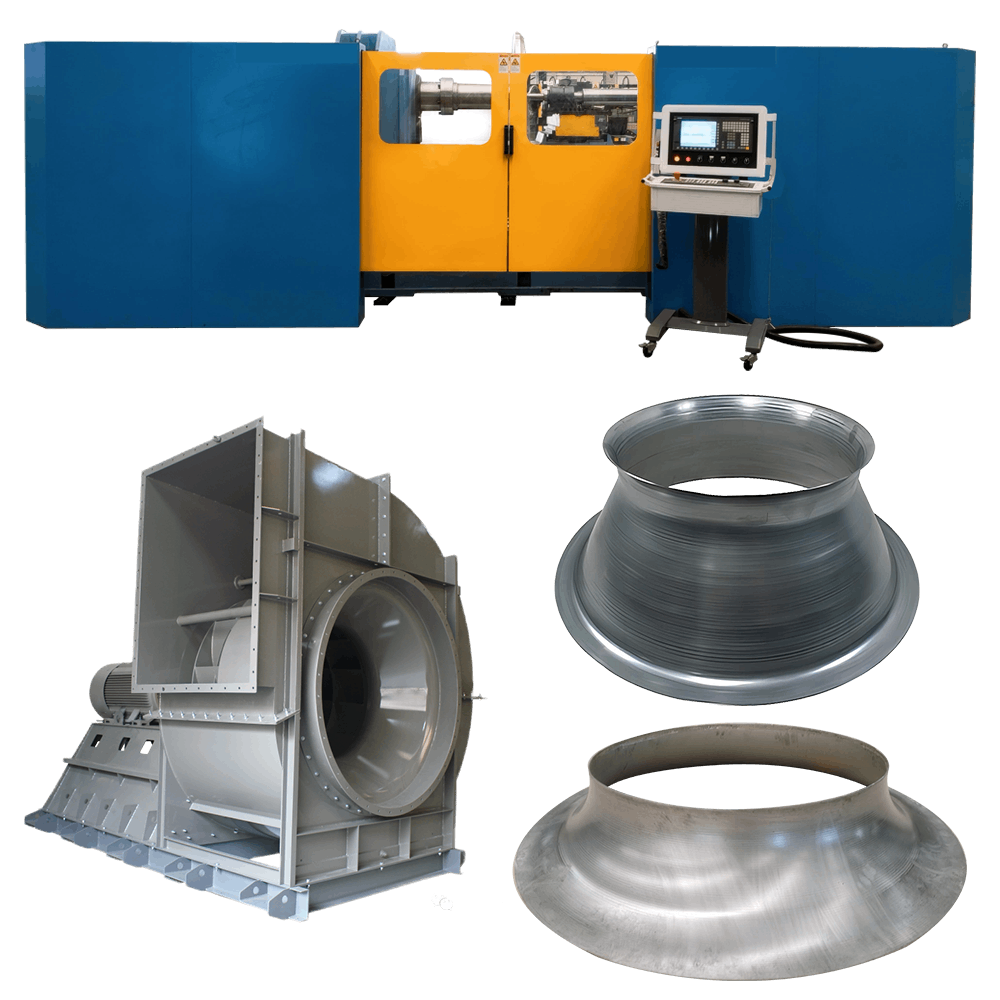
CNC Metal Spinning For Ventilations Industry Fans Impeller Shrouds
Компания Altron рассказывает о том, как использовать металлообработку с ЧПУ для изготовления обтекателей вентиляционных отверстий и крыльчатки промышленного вентилятора!
От проектирования прядильных форм, установки форм, отладки прядильного станка, написания программы прядения, работы прядильного станка с ЧПУ до выявления и модификации программы прядения для формирования заготовок!
Обтекатели крыльчатки промышленного вентилятора могут быть изготовлены из материалов: алюминия, углеродистой стали, оцинкованного листа, нержавеющей стали!
Проектирование пресс-форм для выдавливания металла Imper Shrouds
В соответствии с внутренним контуром кожуха крыльчатки необходимо разработать прядильную форму и оснастку. Различные материалы пресс-форм и процессы обработки должны выбираться в зависимости от твердости обрабатываемого материала!
К распространенным материалам пресс-форм относятся CR12, 45# и т.д.
- Если при прядении требуется более высокая точность внутреннего контура, используется цельнолитая пресс-форма.
- Бесформенное прядение металла может использоваться для изготовления крыльчаток с небольшими партиями и низкими требованиями к точности внутреннего контура.
Металлические прядильные формы и установка форм
- Очистите установочную часть пресс-формы, удалите ржавчину и загрязнения, такие как железные обрезки.
- Для подъема пресс-формы необходимо использовать тканевые ремни и прочные подъемные кольца. Не используйте железные крюки и канаты.
- Для соединения пресс-формы и шпинделя необходимо использовать высокопрочные винты класса 12.8 или выше.
- После установки пресс-формы проверьте точность биения пресс-формы, которая не должна превышать 0,03 мм. Если есть отклонение, проверьте размер соединительного узла пресс-формы и правильность установки пресс-формы. Используйте метод проверки и устранения!

Измерение точек контура пресс-формы, подготовка программы вращения металла
-
- Прямой контур выражает одну координату
- Контур косой линии калибрует две координатные точки
- Дуговой контур калибрует три точки
Нанесите координаты точек, отображаемых на прядильной машине, в программное обеспечение CAD и последовательно соедините координаты точек, чтобы создать контур пресс-формы в качестве опорной точки для траектории прядения.


Нарисуйте траекторию вращения металла

Введите координаты пресс-формы в программное обеспечение CAD и последовательно соедините контур пресс-формы, чтобы создать опорный контур для траектории прядения, чтобы облегчить рисование траектории прядения!

Основные вопросы для рисования траектории вращающегося металла
- Соединение линий “точка-точка” и соединение дуг, точки не могут пересекаться на линиях и конечных точках, иначе код спиннинга не может быть сгенерирован в программном обеспечении.
- В дополнение к сегментам траектории спиннинга четыре различных слоя в DXF-файле линии траектории спиннинга.
- Не должно быть лишних линий или точек, которые повлияют на автоматическую генерацию программы.

- Программный код слева можно передать в систему Siemens прядильного станка с ЧПУ через USB-накопитель или Интернет и провести пробное моделирование.
- Наблюдайте за изменением зазора между прядильным валиком и пресс-формой, чтобы убедиться, что он соответствует чертежу! Если есть столкновение или отклонение, необходимо вовремя остановить машину и проверить оснастку и другие связанные с ней части формовочной машины.
- Пока процесс прядения не будет протекать нормально.
- Настройка и определение координат вспомогательных инструментов на прядильном станке с ЧПУ, токарных инструментов, режущих инструментов, прокатных роликов, токарных роликов, фальцовочных роликов и т.д.

Первое испытание металлического прядения
- Рабочий помещает металлический дисковый материал на подвесную конструкцию машины.
- Включите автоматический переключатель программ и начните выполнение программы!
- После вращения шпинделя нанесите небольшое количество масла для растяжки на поверхность металлического материала, чтобы смазать прядильный ролик.
- Закройте защитную дверцу прядильного станка с ЧПУ, чтобы предотвратить разбрызгивание железной стружки и масляных пятен, и примите меры защиты! Выполните программу прядения на станке с ЧПУ, чтобы добиться автоматизированного производства!

После завершения операции прядения металла

- Проверьте, подходят ли вращающиеся детали к пресс-форме, что может быть скорректировано с помощью компенсации контура программы с ЧПУ.
- Измерьте основные размеры и данные.
- Обратите внимание на текстуру поверхности и детали прядения. Если требования к поверхности высоки, скорость последнего участка прядильного тракта должна быть соответствующим образом снижена.
- Отрегулируйте размер и диаметр материала диска и оптимизируйте размер заготовки для лазерной резки в соответствии с данными о продукции первого отжима.
- Сделайте измеритель контура для лазерной резки, чтобы проверить правильность кривизны ступицы заготовки.
 |
 |
 |
CNC металл спиннинг для вентиляции создание кожуха крыльчатки
Металлические кожухи крыльчатки с ЧПУ после подготовки к сварке
- Изготовьте лопасти рабочего колеса в соответствии с чертежами.
- Сборка крыльчатки точечной сваркой.
- Полная сварка с использованием робота для сварки крыльчатки
 |
 |
 |
Импеллерный автоматический сварочный робот
Тенденции развития услуг Altron по формовке и сварке металлов
Altron предлагает комплексные решения по автоматизированной сварке и прядению металла для производителей вентиляторов и промышленных вентиляторов! Повысьте качество и эффективность производства ваших промышленных вентиляторов. Инженер Altron Джоби всегда будет с вами в любом случае!
Спиннинговое решение для рабочих колес промышленных вентиляторов надеется помочь вам в решении практических задач!
В следующем выпуске мы расскажем о том, как конус входного отверстия промышленного вентилятора изготавливается методом безформовочного прядения металла, а также о шагах технологического процесса!

Токарно-давильный станок с ЧПУ для металла – однороликовый AC1000

Станок для ротационной вытяжки металла с ЧПУ – однороликовый AC1400

Токарно-давильный станок с ЧПУ для металла – однороликовый AC1600