Обучение производителей промышленных вентиляторов на линии по производству осевых вентиляторов в Испании от Altron
Всеобъемлющее представление о производственных линиях осевых вентиляторов
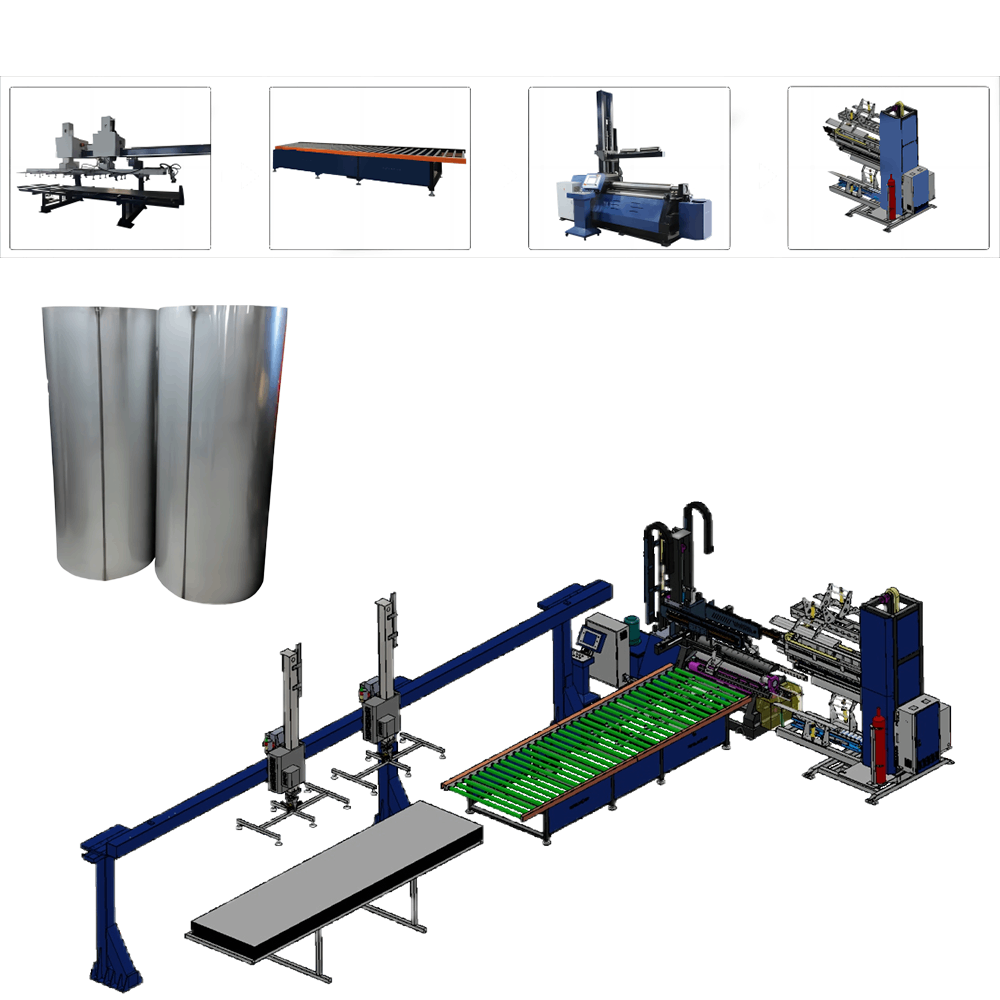
Обучение производителей промышленных вентиляторов, производственная линия осевых вентиляторов: вальцовочная машина с ЧПУ, автоматическая машина для сварки прямых швов, отбортовочная машина с ЧПУ.
Недавно компания Altron провела интенсивную программу обучения в Испании, сфокусированную на оперативном обучении производственной линии осевых промышленных вентиляторов. Эта специализированная инициатива была направлена на обучение производителей промышленных вентиляторов передовым технологиям, включающим прокатку, сварку, отбортовку и штамповку, которые необходимы для оптимизации производственных процессов и обеспечения высокого качества.


Использование производственных линий для изготовления осевых вентиляторов требует тонкого понимания различных технологий и процессов. Программа обучения Altron была тщательно структурирована, чтобы углубиться в основные аспекты этих производственных линий, предлагая всестороннее понимание сложных операций, связанных с ними.
Техника прокатки:
Точность формирования компонентов вентилятора
Один из основополагающих элементов тренинга касался методов прокатки, необходимых для формирования компонентов вентилятора. Участники погрузились в подробные занятия, распутывая сложности, связанные с выбором материалов, выполнением точных методик прокатки и оценкой их влияния на общую производительность осевых вентиляторов.
Процесс прокатки металла является неотъемлемой частью производства промышленных осевых вентиляторов, формируя важнейшие компоненты для обеспечения оптимальной производительности. Эта технология включает в себя манипуляции с металлическими листами для создания цилиндрических деталей, необходимых для сборки вентилятора.
Первоначально процесс начинается с изготовления плоских металлических листов, как правило, из алюминия, стали или сплавов, которые выбираются с учетом их прочности и совместимости с требованиями к производству вентиляторов. Эти листы подвергаются прецизионной резке для достижения нужных размеров, что обеспечивает их соответствие конкретному производимому компоненту вентилятора.
В процессе прокатки металла используется специализированное оборудование, называемое прокатными станами. Эти станы оснащены роликами, которые оказывают давление на металлический лист, постепенно изменяя его форму. Основная задача – превратить плоский лист в цилиндрические формы, которые являются основными элементами осевых вентиляторов, такими как лопасти вентилятора или элементы корпуса.
Когда металлический лист проходит через прокатный стан, ролики оказывают контролируемое давление, постепенно изгибая лист. Эта постепенная деформация обеспечивает равномерную кривизну, что крайне важно для сохранения целостности конструкции и обеспечения однородности конечного продукта. Конфигурация и регулировка роликов определяют диаметр и толщину металлопроката, формируя его в точном соответствии с проектными спецификациями.
Точность и аккуратность имеют первостепенное значение в процессе прокатки металла. Операторы контролируют и регулируют давление, скорость и выравнивание роликов, чтобы добиться желаемой кривизны, не нарушая целостности металла. Такие факторы, как толщина материала, пластичность и желаемый радиус кривизны, влияют на параметры прокатки, требуя тщательного подхода к каждому компоненту вентилятора.
Кроме того, процесс прокатки может включать несколько проходов через прокатный стан для достижения точных размеров и кривизны, необходимых для компонентов вентилятора осевого потока. Каждый проход уточняет форму, постепенно подгоняя металл до тех пор, пока он не будет соответствовать заданным размерам.
На протяжении всего процесса проводятся проверки качества, чтобы обеспечить целостность и точность металлопроката. Проверяется однородность, гладкость и точность размеров цилиндрических компонентов, устраняются любые недостатки, чтобы соответствовать строгим промышленным стандартам.
Процесс прокатки металла является основополагающим этапом в производстве промышленных осевых вентиляторов, демонстрируя тщательную обработку металлических листов для создания компонентов точной формы, необходимых для эффективных и надежных систем вентиляторов. Эта технология является примером точности и опыта, необходимых для производства высокопроизводительного промышленного оборудования.
Процесс прокатки с ЧПУ:

В соответствии с развернутым размером корпуса промышленного осевого вентилятора загрузите и выгрузите материал на станок лазерной резки и одновременно вырежьте необходимые отверстия для крепления кронштейна двигателя и смотровые окна. В случае больших окон можно использовать процесс без вырезания, что предотвращает повреждение роликов и пресс-форм станка в процессе прокатки и отбортовки, а также является более безопасным.
Поместите металлическую пластину в округлительный станок с ЧПУ с заданными параметрами. Пластина будет сформирована четырьмя роликами в соответствии с заданной программой, и металлическая пластина будет согнута в круглую форму с определенным диаметром.
Мастерство сварки: Обеспечение целостности конструкции
В ходе обучения значительное внимание было уделено методам сварки, специально разработанным для производства вентиляторов с осевым потоком. Слушатели получили глубокие знания о различных методах сварки, их применимости, преимуществах и потенциальных проблемах. Понимание этих аспектов имеет решающее значение для обеспечения структурной целостности и долговечности компонентов вентилятора.
Процесс прокатки металла играет ключевую роль в изготовлении основных компонентов промышленных осевых вентиляторов. Он включает в себя манипуляции с металлическими листами для придания им точных цилиндрических форм. Эта технология является основополагающей при изготовлении лопастей вентилятора, корпусов и других критически важных элементов, необходимых для оптимальной работы вентилятора.
Вначале выбираются плоские металлические листы, часто из алюминия, стали или специализированных сплавов, которые отличаются прочностью и совместимостью с требованиями к производству вентиляторов. Эти листы подвергаются тщательной резке для достижения точных размеров, обеспечивающих соответствие конкретным компонентам вентилятора, которые должны быть изготовлены.
Процесс прокатки металла осуществляется с помощью специализированного оборудования, известного как прокатные станы. Эти станы оснащены роликами, которые оказывают контролируемое давление на металлический лист, постепенно изменяя его форму. Главная цель – превратить изначально плоский лист в цилиндрическую форму, которая является неотъемлемой частью конструкции осевых вентиляторов.
По мере продвижения металлического листа через прокатный стан ролики оказывают тщательно отрегулированное давление, постепенно изгибая лист. Эта постепенная деформация обеспечивает равномерность кривизны, сохраняя структурную целостность и гарантируя однородность конечных компонентов. Конфигурация и регулировка роликов определяют диаметр и толщину металлопроката, точно соответствуя проектным спецификациям.
Точность и аккуратность имеют первостепенное значение в процессе прокатки металла. Операторы тщательно контролируют и регулируют давление, скорость и выравнивание роликов, чтобы добиться желаемой кривизны, не нарушая целостности металла. Такие факторы, как толщина материала, пластичность и желаемый радиус кривизны, существенно влияют на параметры прокатки, требуя методичного подхода к каждому компоненту вентилятора.
Кроме того, процесс прокатки металла может включать несколько проходов через прокатный стан для достижения точных размеров и кривизны, необходимых для компонентов вентилятора осевого потока. При каждом проходе форма уточняется, металл постепенно корректируется до точного соответствия заданным размерам.
На протяжении всего процесса проводятся строгие проверки качества, чтобы обеспечить целостность и точность металлопроката. В ходе проверок тщательно проверяется однородность, гладкость и точность размеров цилиндрических компонентов, устраняются любые недостатки в соответствии с жесткими отраслевыми стандартами.
Процесс прокатки металла является неотъемлемым этапом производства промышленных осевых вентиляторов, демонстрируя сложные манипуляции с металлическими листами для создания компонентов точной формы, необходимых для обеспечения эффективности и надежности систем вентиляторов. Эта технология подчеркивает точность и опыт, необходимые для производства высокопроизводительного промышленного оборудования.
Процесс сварки:

Различные сварочные аппараты выбираются в зависимости от различных металлических листов:
Углеродистая сталь: аргонодуговая сварка (GIT) сварка в защитном газе (MIG)
Оцинкованный лист: Аргонодуговая сварка (GIT)
Нержавеющая сталь: Аргонодуговая сварка (GIT)
Алюминий: Лазерная сварка Аргонодуговая сварка (GIT)
В зависимости от выбора различных сварочных аппаратов, структура сварки на автоматическом сварочном аппарате будет отличаться. Для получения подробной информации необходимо обратиться к фактическим производственным потребностям.
Как уже упоминалось выше, мы рассказали о завершении скругления на скруглительном станке с ЧПУ. Далее мы используем автоматический сварочный аппарат для завершения сварки цилиндра, чтобы обеспечить проникновение сварочной воды в пластину, тем самым обеспечивая прочность сварки и отсутствие трещин во время отбортовки в следующем процессе.
Мастерство отбортовки:
Точность и точность размеров
Отбортовке, важнейшему этапу сборки вентилятора, было уделено особое внимание в ходе учебных занятий. Профессионалов ознакомили со сложными техниками и точностью, требуемыми при отбортовке, подчеркнув первостепенную важность точности размеров и совместимости материалов для достижения оптимальных результатов.
Технология отбортовки имеет ключевое значение в производстве промышленных осевых вентиляторов, играя решающую роль в формировании и сборке компонентов вентилятора с точностью и структурной целостностью.
В первую очередь отбортовка включает в себя процесс формирования кромок на металлических компонентах, обычно корпусах вентиляторов или конструктивных элементах, для создания фланца. Этот фланец служит для различных целей, в том числе для усиления, облегчения соединений и обеспечения совместимости с другими деталями вентилятора.
Начальный этап отбортовки начинается с тщательно подготовленных металлических листов, обычно из алюминия, стали или сплавов, подходящих для конструкции вентилятора. Эти листы тщательно обрезаются по определенным размерам перед началом процесса отбортовки.
Для отбортовки используется специализированное оборудование, такое как прессы для отбортовки или машины, оснащенные штампами для отбортовки. Эти машины предназначены для манипулирования металлическим листом, точно формируя желаемые фланцы в соответствии с точными измерениями и проектными спецификациями.
Операторы тщательно позиционируют металлические листы во фланцевых станках, обеспечивая точное выравнивание и точность в процессе формирования. Машины прикладывают контролируемое давление для придания формы краям металла, создавая фланцы определенных размеров и форм.
Этот процесс включает в себя сгибание или складывание краев металлического листа, что приводит к созданию фланцев, которые являются неотъемлемой частью структурной целостности и сборки осевых вентиляторов. Сформированные фланцы часто имеют определенные углы, ширину и форму, предназначенные для легкой интеграции с другими компонентами вентилятора во время сборки.
Технология отбортовки выходит за рамки простого придания формы краям; она обеспечивает однородность, прочность и совместимость фланцев с другими частями вентилятора. Такая точность имеет решающее значение для поддержания общей эффективности и производительности системы осевого вентилятора.
На протяжении всего процесса отбортовки проводятся проверки качества, чтобы убедиться в точности, размерах и согласованности отформованных фланцев. Проверки направлены на выявление любых отклонений или недостатков, обеспечивая соответствие строгим отраслевым стандартам.
По сути, технология отбортовки является основополагающим аспектом производства промышленных осевых вентиляторов, демонстрирующим тщательное формирование и сборку компонентов для создания конструкций вентиляторов, отвечающих строгим техническим требованиям. Эта технология подчеркивает точность и опыт, необходимые для создания высококачественных и эффективных систем промышленных вентиляторов.
Процесс отбортовки:

В соответствии с различными производственными потребностями, вы можете выбрать отбортовочную машину с ЧПУ: Отбортовочная машина с ПЛК; основное различие между этими двумя машинами заключается в интеллектуальном управлении. Фланцевый станок с ЧПУ может автоматически обрабатывать дуговые фланцы с помощью программ, в то время как фланцевый станок с ПЛК необходимо изготовить фланцевые колеса с различными данными дуги.
Поместите сваренный цилиндр в отбортовочный станок с ЧПУ. Задайте программу в станке, и он автоматически выполнит отбортовку и перфорацию с ЧПУ. При обработке фланца с другой стороны необходимо вручную повернуть цилиндр в другую сторону, повторить процедуру.
Техника перфорирования:
Повышение эффективности производства
Важным аспектом программы было внедрение технологий штамповки в производственные линии. Участники ознакомились с тонкостями точных методов штамповки, поняли их роль в оптимизации производственных процессов и повышении общей эффективности при создании компонентов вентиляторов.
Процесс штамповки является основополагающим этапом при изготовлении компонентов для промышленных осевых вентиляторов. При этом используются специальные технологии для создания точных перфораций и форм, необходимых для работы вентилятора.
Изначально процесс начинается с тщательно отобранных металлических листов, часто из алюминия, стали или сплавов, выбранных с учетом их прочности и пригодности для изготовления вентиляторов. Эти листы подвергаются точной резке для достижения определенных размеров, выравнивая их с предполагаемыми компонентами вентилятора.
В процессе штамповки используется специализированное оборудование, оснащенное штампами для создания перфорации, отверстий или замысловатых форм в металлических листах. Эти машины, такие как вырубные прессы, работают с высокой точностью, чтобы выполнить желаемые детали в соответствии со спецификациями конструкции вентилятора.
Операторы тщательно позиционируют металлические листы в перфорационных машинах, обеспечивая точное выравнивание и соблюдение намеченных мест перфорации. Машины прикладывают контролируемое усилие к металлу, создавая перфорации или формы определенных размеров и конфигураций.
Пробитые отверстия или формы играют важную роль в функциональности и эффективности осевых вентиляторов. Эти перфорации служат для облегчения воздушного потока, монтажа компонентов вентилятора или обеспечения целостности конструкции.
Процесс перфорации требует высокого уровня точности для обеспечения равномерности и точности создаваемых отверстий. Операторы внимательно следят за процессом, чтобы не допустить отклонений или нарушений, которые могут повлиять на работу вентилятора.
Кроме того, процесс перфорации может включать несколько операций для создания перфораций различных размеров или форм в соответствии с требованиями конструкции вентилятора. Каждая операция перфорации тщательно выполняется для поддержания последовательности и точности всех изготовленных компонентов.
На протяжении всего процесса перфорации проводятся проверки качества, чтобы убедиться в точности, последовательности и целостности созданных перфораций или форм. Проверки направлены на выявление любых отклонений или недостатков, обеспечивая соответствие строгим отраслевым стандартам.
В целом, процесс штамповки является важным этапом производства промышленных осевых вентиляторов, демонстрирующим тщательное создание перфораций и форм, необходимых для оптимальной работы вентилятора. Эта технология подчеркивает точность и опыт, необходимые для создания высококачественных и эффективных систем промышленных вентиляторов.
Процесс штамповки:

Если нужно сделать красиво, сварной шов должен находиться между двумя фланцевыми отверстиями. Вы можете вручную совместить сварной шов с механизмом перфорации перед перфорацией и индексацией, и программа автоматически проиндексирует его в соответствии с количеством отверстий.
Практическое обучение для практического освоения
Неотъемлемым компонентом тренинга было практическое обучение в ходе семинаров и моделирования производственных линий. Такая практическая работа позволила участникам применить теоретические знания в реальном времени, оттачивая свои навыки под руководством экспертов. Такое погружение в процесс способствовало более глубокому пониманию производственных процессов, что позволило участникам оптимизировать методы для повышения эффективности.
Расширение возможностей испанских производителей промышленных вентиляторов
Приверженность компании Altron к развитию технического опыта в секторе производства промышленных вентиляторов была очевидна на протяжении всей программы обучения. Вооруженные новыми знаниями, отточенными навыками и более глубоким пониманием работы производственных линий осевых вентиляторов, профессионалы были готовы повышать стандарты производства, уверенно внедрять инновации и вносить значительный вклад в развитие отрасли в Испании.
Altron предлагает производственные линии или автономные полуавтоматические линии для производства промышленных вентиляторов, включая: CNC прядение, CNC отбортовка, CNC прокатка, автоматическая сварка, роботизированная сварка крыльчатки, портальная сварка и другие различные процессы для предоставления комплексных услуг производителям промышленных вентиляторов.
Related Products

Станок с ЧПУ для отбортовки и пробивки ACFB-1606

Станок с ЧПУ для отбортовки и пробивки ACFB-2008

Автоматические шовные сварочные машин